- 以人
- 為本
- 成人
- 達己
- 和諧
- 共贏

15802560642
15802560642
市場對于長沙鋼化玻璃平整度的要求越來越高,最終的檢驗效果是玻璃安裝到建筑物上,玻璃上反射的外界景物在幾十米外看存在多大的扭曲變形,目前大部分玻璃均存在明顯的變形現象。當然長沙中空玻璃由于環境溫度或海拔高度的變化,造成內外壓差導致玻璃凸起或凹陷現象,也會產生明顯的扭曲變形現象。如果長沙中空玻璃生產時的環境溫度和海拔高度與現場安裝使用時的條件一致,并且安裝良好,則安裝因素不會對玻璃變形造成大的影響。這里我們只討論鋼化平整度對以上變形現象造成的影響。
目前衡量長沙鋼化玻璃的平整度主要有兩個技術指標:
弓形度和波形度,國家標準都有定義,波形度又分為中部波形度和邊部波形度(翹曲),目前先進的鋼化爐可以做到批量生產過程中,6MM透明鋼化玻璃弓形度≤1‰、中部波形度≤0.05/300MM、邊部波形度≤0.10/300MM,遠遠優于國家標準。但在有些情況下,遠處看玻璃成像,依然能看到玻璃的邊部反射成像存在扭曲現象。
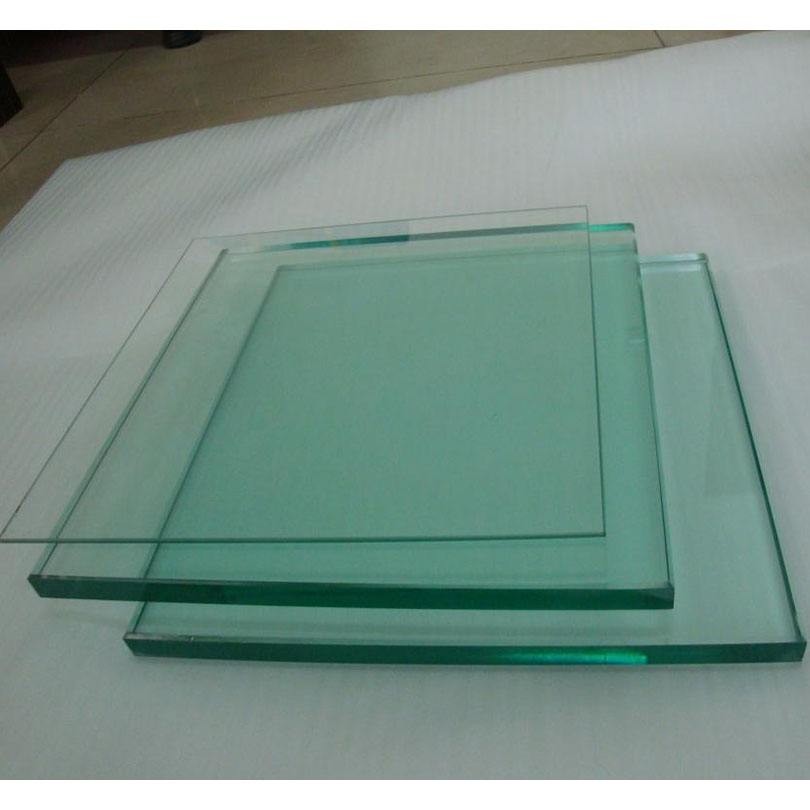
左邊一片玻璃邊部扭曲現象明顯,右邊一片玻璃要好很多。通過大量的觀察、總結及分析,玻璃的成像效果和波形度有一定的關系,對于玻璃的邊部翹曲來說,波形度不好,成像效果不會好;波形度良好,成像效果一般會較好,但不是絕對的。主要是一片長沙鋼化玻璃在傳送方向的前端和尾端,變形現象更明顯。
造成這一問題的主要原因是玻璃在爐內加熱,前端和尾端加熱比中部要快,并且由于傳送輥道間距離較大,通常間距約120MM左右,玻璃前端和尾端有變軟下垂現象。在進入到鋼化段急冷時,也會造成玻璃邊部和中部冷卻收縮的不同,玻璃前端和尾端與中部相比,玻璃內局部密度有些差異,存在突變現象,造成微觀結構上不均勻。當光線入射到玻璃上,在玻璃上下表面分別產生反射、折射和干涉現象,由于邊部與中部微觀結構的差異,反射景物如一條電線,到邊部明顯折彎,線條變粗,甚至變成一個光圈。一般情況邊部波形越大,現象越明顯;波形較小,會有所好轉。通過大量的實驗分析,要減小玻璃邊部的變形現象,除盡可能減小邊部波形外,還應重點改善玻璃加熱的均勻性、爐內及鋼化段的傳動輥道水平及跳動和冷卻均勻性等因素。
